

水转印膜生产车间
 操作过程1、确定适当水温(20-35℃),水面保持溢流状态。2、保持水槽表面无活化剂残留及杂质。 3、置膜:以适当的角度将膜平放于水面。 4、配合水温设定溶解时间,一般约为水温20-35℃,溶解时间约55秒-140秒。5、视印刷油墨之厚度,判定喷涂活化剂之时间,油墨层愈厚,可在尚未完全溶解时,提前喷涂活化剂,让油墨活化时间加长,而一般作业情况膜溶解2分钟左右既可喷涂活化剂,待膜成镜面而平坦扩展(约10-25秒)即可上膜。 6、在上膜之前需视加工物之外型或有纹路性,选择下水角度,以利于空气排出。 7、上膜后,不可立既拿起,需在水面下摇动3-5秒,切断边缘之膜及增加纹路咬住被加工物之时间。 8、活化剂喷涂需以0 . 5× 8孔喷枪及可搅拌式压力桶作业,喷涂距离约50cm,空气压力调整适当,不可有水花产生。 冲水水压需调整适当以避免花纹脱落,必要时水温可加温到45℃,水槽之水量需作溢流**一道水需干净,冲洗完成需经空气吹干并经品管修整再入水切炉。
操作过程1、确定适当水温(20-35℃),水面保持溢流状态。2、保持水槽表面无活化剂残留及杂质。 3、置膜:以适当的角度将膜平放于水面。 4、配合水温设定溶解时间,一般约为水温20-35℃,溶解时间约55秒-140秒。5、视印刷油墨之厚度,判定喷涂活化剂之时间,油墨层愈厚,可在尚未完全溶解时,提前喷涂活化剂,让油墨活化时间加长,而一般作业情况膜溶解2分钟左右既可喷涂活化剂,待膜成镜面而平坦扩展(约10-25秒)即可上膜。 6、在上膜之前需视加工物之外型或有纹路性,选择下水角度,以利于空气排出。 7、上膜后,不可立既拿起,需在水面下摇动3-5秒,切断边缘之膜及增加纹路咬住被加工物之时间。 8、活化剂喷涂需以0 . 5× 8孔喷枪及可搅拌式压力桶作业,喷涂距离约50cm,空气压力调整适当,不可有水花产生。 冲水水压需调整适当以避免花纹脱落,必要时水温可加温到45℃,水槽之水量需作溢流**一道水需干净,冲洗完成需经空气吹干并经品管修整再入水切炉。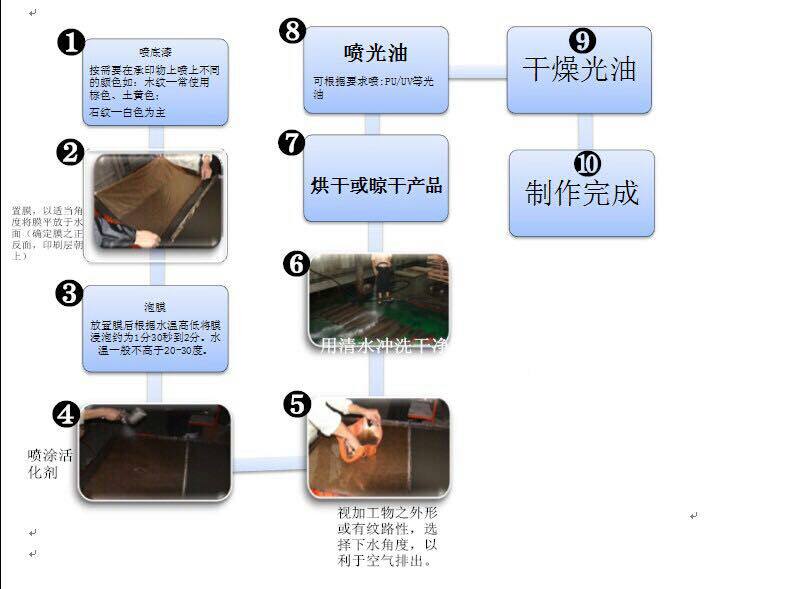 水转印技术与广泛应用水转印是一种特殊的转移印刷新技术,经处理后成品膜质稳定,图纹清晰逼真、色泽清新艳丽、附着力强。该技术可多色套印不规则部位。水转印分为水标转印和水披覆转印,水标转印主要是完成文字和写真图案的转印,通过水分解使文字和写真图案转移到待印物品上,图案及文字可由客户自行提供。水披覆转印倾向于在整个产品表面进行完整转印,披覆转印技术使用一种容易溶解于水中的水性薄膜来承载图文,由于水披覆薄膜张力**,很容易缠绕于产品表面形成图文层,产品表面就像喷漆一样得到截然不同的外观,可将彩**纹披覆在任何形状之工件上,为生产商解决立体产品印刷的问题。曲面披覆亦能在产品表面加上不同纹路,如皮纹、木纹、花纹、翡翠纹及云石纹等,同时亦可避色一般板面印花中常现的虚位。广泛应用于ABS、PP、PE、木材、玻璃、陶瓷、碳纤、有涂层金属表面等。 部分水转印效果图
水转印技术与广泛应用水转印是一种特殊的转移印刷新技术,经处理后成品膜质稳定,图纹清晰逼真、色泽清新艳丽、附着力强。该技术可多色套印不规则部位。水转印分为水标转印和水披覆转印,水标转印主要是完成文字和写真图案的转印,通过水分解使文字和写真图案转移到待印物品上,图案及文字可由客户自行提供。水披覆转印倾向于在整个产品表面进行完整转印,披覆转印技术使用一种容易溶解于水中的水性薄膜来承载图文,由于水披覆薄膜张力**,很容易缠绕于产品表面形成图文层,产品表面就像喷漆一样得到截然不同的外观,可将彩**纹披覆在任何形状之工件上,为生产商解决立体产品印刷的问题。曲面披覆亦能在产品表面加上不同纹路,如皮纹、木纹、花纹、翡翠纹及云石纹等,同时亦可避色一般板面印花中常现的虚位。广泛应用于ABS、PP、PE、木材、玻璃、陶瓷、碳纤、有涂层金属表面等。 部分水转印效果图
首页> 上海优致实业有限公司> 供求信息> 综合曲面水转印披覆膜 定位水转印水贴纸印膜印花 活化剂
更新时间: 2023/2/12 12:07:12
联系方式
张生
13017032251
上海优致实业有限公司
电话:+86-021-
地址:上海上海上海市宝山区上海市宝山区逸仙路1588弄A座
供应商信息
上海优致实业有限公司
主营:水转印膜、水转印披覆膜、曲面水批覆膜、水贴纸、定位水转印膜、定位曲面批覆膜、水转印活化剂、水转印属性底漆、水转印光油、水转印水槽、自动洗水机、烤箱、喷漆水帘柜服务:水转印技术辅导与培训及代客开版...
查看更多
| 企业类型 | 个体经营 | 经营模式 | - | ||
|---|---|---|---|---|---|
| 注册资本 | - | 员工人数 | - | ||
| 企业注册地 | 上海-上海 | 经营方向 | 采购 | ||
| 成立时间 | 2018 | 主营行业 | 精细化学品-催化剂-无机化工用催化剂 | ||
| 主要经营地点 | 上海上海上海市宝山区上海市宝山区逸仙路1588弄A座 | ||||
| 主营产品或服务 | 水转印曲面披覆膜,定位披覆膜水转印膜,水转印耗材活化剂 | ||||
综合曲面水转印披覆膜 定位水转印水贴纸印膜印花 活化剂相关产品推荐
-

价格:电议
-

价格:电议
-

价格:电议
-

价格:电议
-

价格:电议
-

价格:电议
-

价格:电议
-

价格:电议
内容声明:
金泉网为第三方互联网信息服务提供者,金泉网平台内所展现的商品及服务的标题、价格、详情等信息内容均为商铺网站所有者发布,其真实性、准确性和合法性均由商铺网站所有者负责。金泉网不参与用户间交易行为,您在购买商品/服务前请务必谨慎核实;金泉网平台存在海量商铺网站,如您发现商铺网站内有任何违法/侵权信息,请立即向金泉网举报并提供有效线索。举报专线:4006-575-585/0595-86723222